 180-539-00888
180-539-00888







simmerring骨架油封如何安装以及需要注意的事项有哪些?今天惠诺油封专门来说一下,
首先:在处理与安装过程中,必须防止Simmerring骨架油封,特别是其密封唇,与尖锐边缘及各种污染物相接触。
在处理与安装Simmerring*骨架油封时,用户可参考可能出现的问题清单,对以下区域内产生的问题有一定了解并采取补救措施一见技术手册一缺陷处理,第68页。
下述可能出现的问题清单可 供客户在处理及安装Simmerring@骨架油封时参考,以发现问题所在并在一定范围内采取有效改善措施。
收货:
⊙存储
⊙运输
⊙在装配点暂存
⊙准备安装
⊙装配点
⊙Simmerring骨架油封接触表面
⊙腔体沟槽
⊙装配处理操作
处理:
一些简单的操作即可避免许多潜在的问题。然而,实际操作中我们经常很容易的把这些细节给忽略掉。具体如下:
⊙包装破损
⊙在安装前不要拆除油封的原包装。
⊙请勿松散放置密封件
⊙对密封件进行防污染处理
⊙保证密封件处于密封或遮盖的状态,提供有效防护
⊙仅使用洁净的润滑脂或润滑油
⊙避免注脂过度
⊙切勿使密封边缘与尖锐边缘或受损的安装工具相接触
⊙避免接触金属碎片
⊙轴及腔体不允许有边缘尖锐的倒角
⊙不允许轴及腔体损伤或腐蚀
⊙请注意轴与腔体平行度
密封件定位
密封件的定位
一般工况仅需使用单个密封件。在对垂直或倾斜式轴进行定位时则建议安装两个密封件,并朝向一致,建议油封需浸没于油面下方。两个密封件之间的空间可用作润滑腔。建议补充注脂。Simmerring"骨架油封仅供密封作用,不可用作为机器组件或传递轴向力的导向元件。安装前,请对Simmerring*骨架油封及伴随的轴接触表面进行注脂并确保轴的初始旋转的足够润滑。组件中决不允许产生过度高压,过度高压会缩短其使用寿命。若无充足的膨胀空间,则腔体可加工通气孔。
压入腔体内
我们推荐使用机械式、气动式或液乐式插入设备及压装工具将其压入腔体中。(→参见图8)
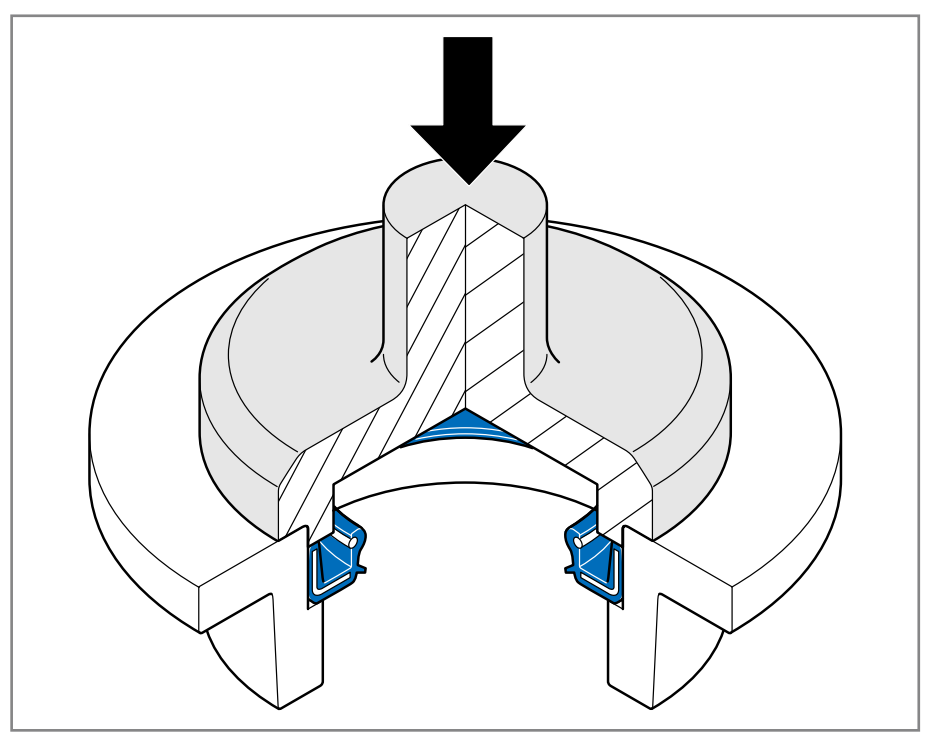
图8:使用液压或气动装配机进行安装,金属工具面直径比密封件外直径大5MM至10MM(0.2inch至0.4 in)
压装工具的轴即为腔体轴。不允许倾斜定位。(→参见图10)
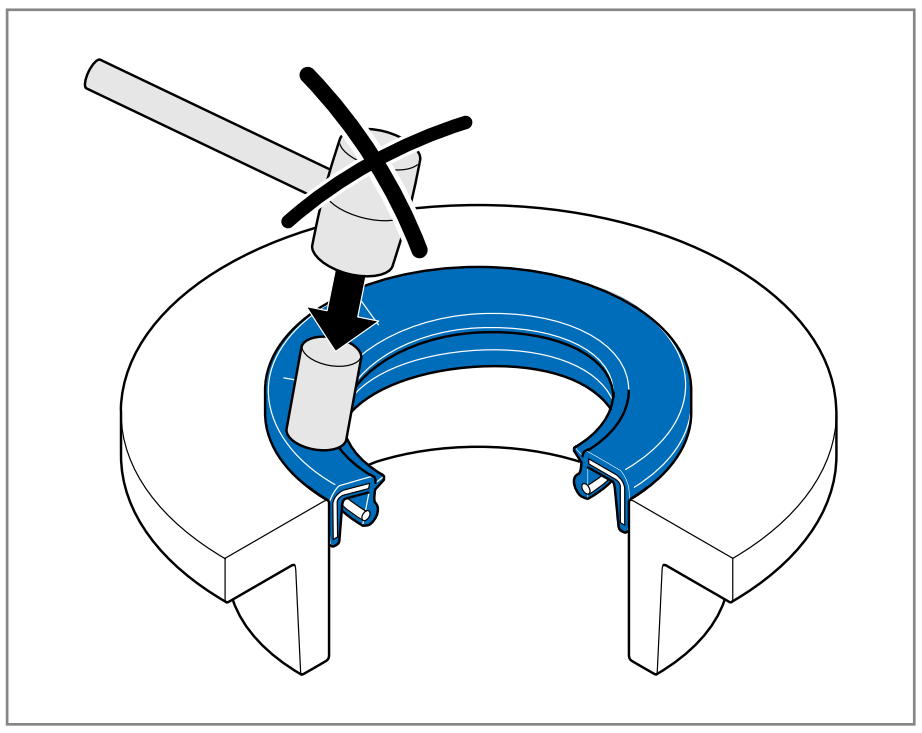
图10:不允许倾斜安装错误!
必须存在金属面(装配机腔体)(→参见图8→参见图9)。若无法实现,则安装设备下部表面必须具有金属接触面。
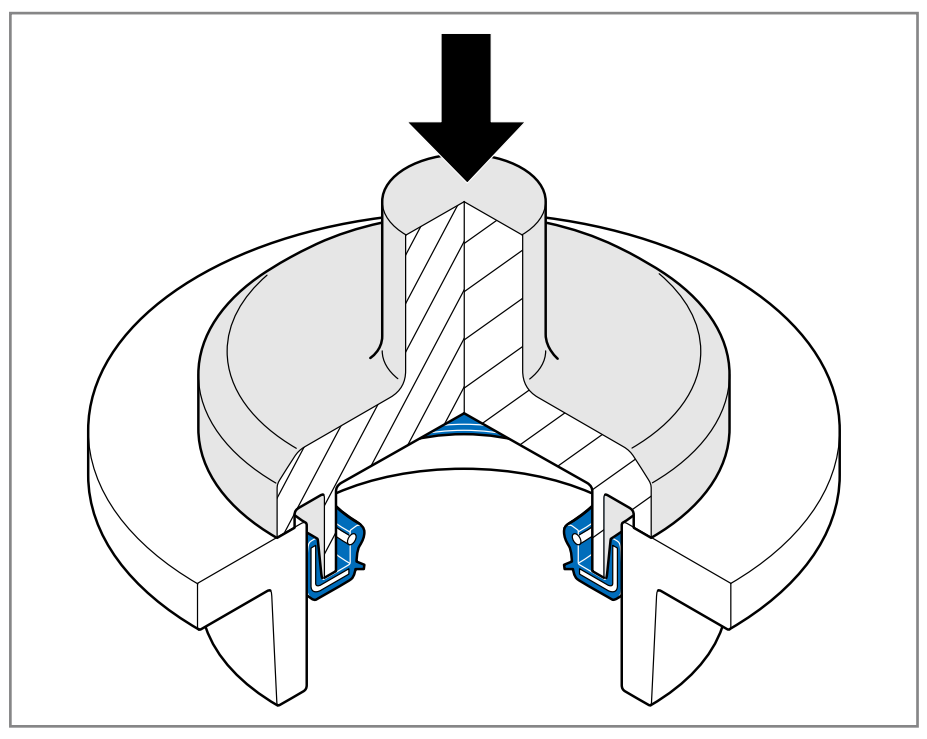
图9:从背侧进行安装。导轴外直径大约比密封件内衬部位直径尺寸小0.5mm(0.02in)
尤其是从背侧进行安装时,必须在尽可能靠近密封件外径之处施加压入力。必须选择合适的压装工具直径(→参见图8、→参见图9)。如必要,请进行咨询。
若压装工具直径过小,则密封件会有变形风险(→参见图11)。
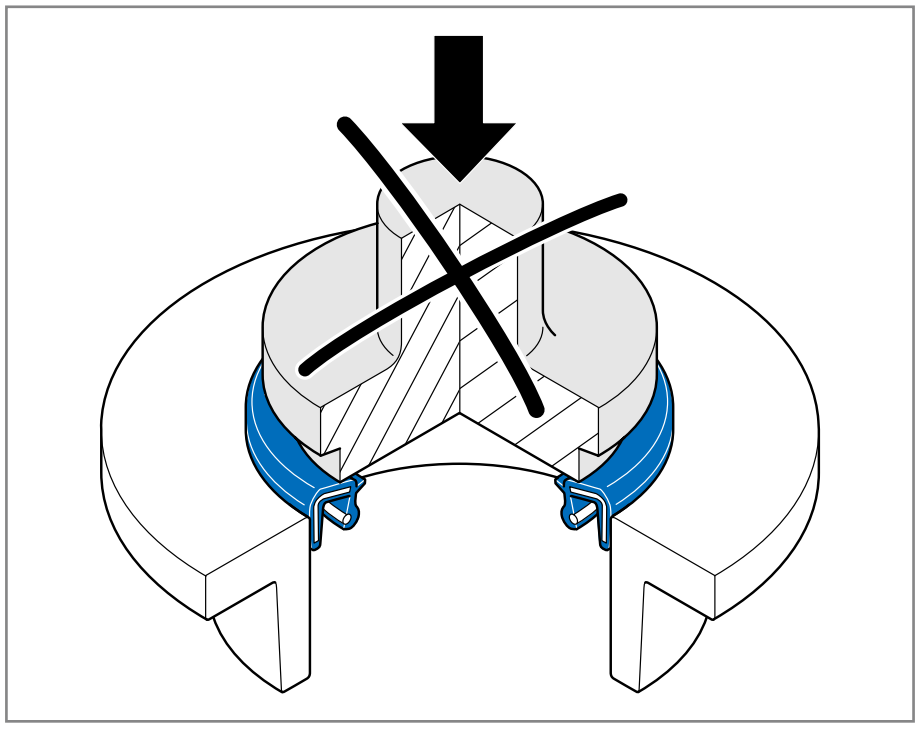
图11:工装直径过小,错误!
进行锤式装配时,必须使用工装压板(通常用于大尺寸密封件)(→参见图12)。若在安装过程中,有局部应力集中的话,密封件具有骨架变形风险(→参见图10)。将密封件粘合在腔体内时,在任何情况下粘合剂都不可与轴或密封唇相接触。
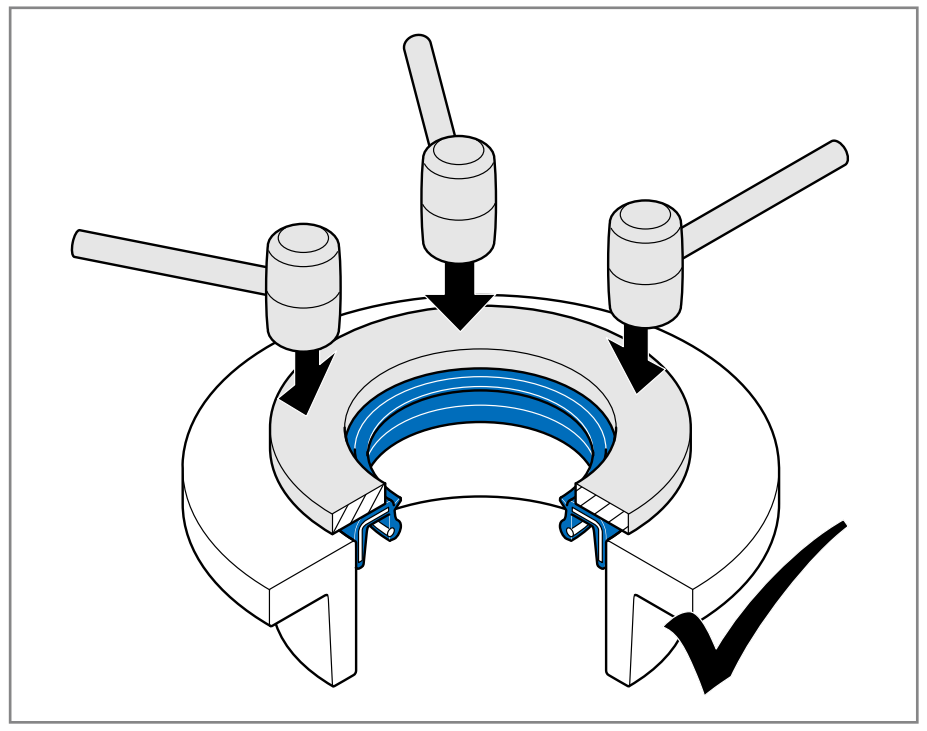
图12:允许的锤式装配请使用工装压板!
安装轴
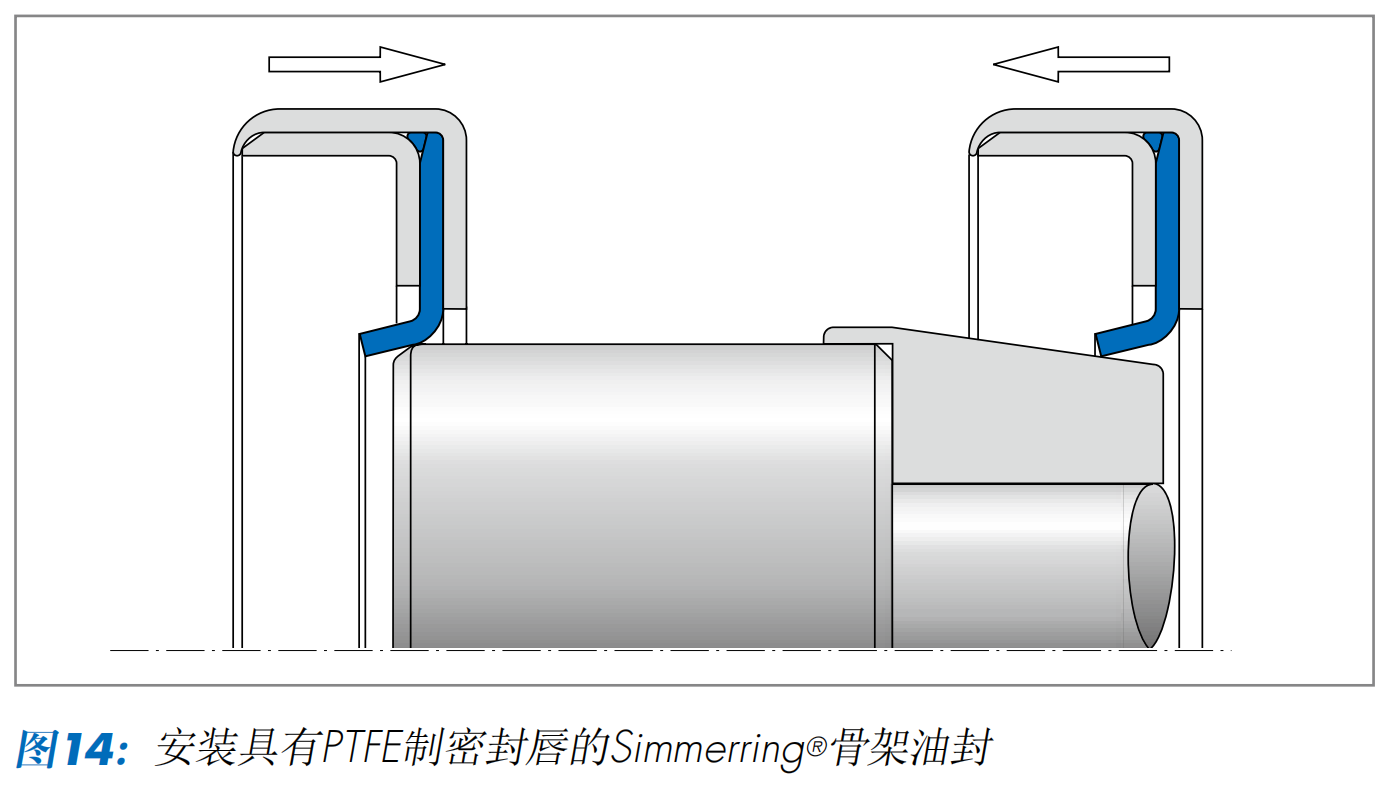
⊙在需通过轴上的键槽进行安装时,必须使用防护盖对轴槽进行遮盖(→参见图14),以避免密封唇受损。
⊙防护盖壁厚<0.5mm(0.02in)以避免过度拉伸密封唇。
⊙对装有预装密封件的组件部分进行安装时,应使用定位销以避免产生倾斜从而导致密封唇受损。
⊙安装长轴时,建议使用辅助导板保证轴的平行度,从而避免密封唇变形。
⊙若将组件上具有压配装置及相同公称直径的部件推至接触面,将接触面直径减少0.2mm(0.008in)以避免接触区受损。直径减少不会削弱密封效果。安装具有PTFE材质密封唇的Simmerring骨架油封
安装具有PTFE密封唇的Simmerring骨架油封时,
安装具有PTFE密封唇的Simmerring骨架油封时,可使用 DIN3760推荐用于安装具有弹性橡胶密封唇的Simmerring骨架油封的相同方法。
关键是确保PTFE密封唇不要受损,特别是以安装方向对前侧进行装配时。建议使用具有10°至15°倒角的导轴(→参见图14)。
更换Simmerring"骨架油封
必须在组件修理或检修过程中安装新密封件。不得将新密封件的密封唇安装定位于之前相同的接触表面。适当的调整定位措施为:
⊙安装间隔环(一参见图15)。
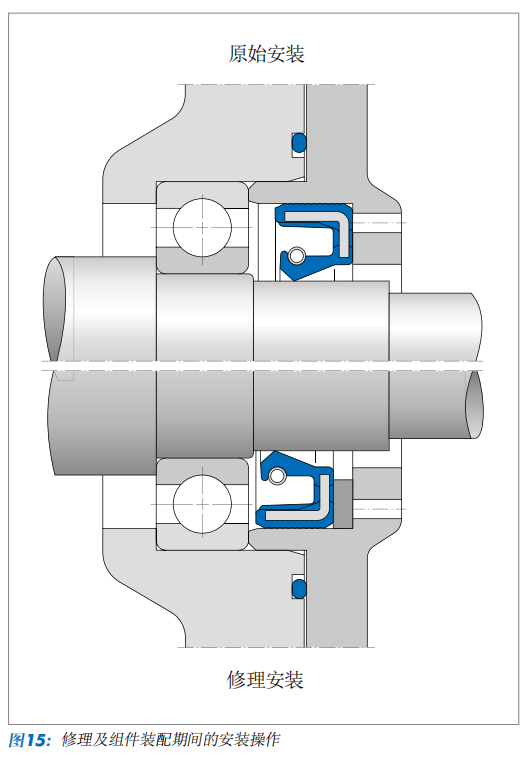
⊙更换轴套或选择在腔体中不同的压入深度。
上面专门讲解了标准的骨架油封安装方法以及注意事项,我们的网站其他页面还介绍了Combi复合式油封如何安装?,以及盒式(组合自转油封)油封如何安装?,可以点击了解。
如果您购买CFW油封【可直接与我司客服联系:手机/微信:18053900888】
 在线咨询
在线咨询




